LED Membrane Switches | Yi Yi (SYN) - Medical & Industrial
Professional LED-integrated membrane switches with waterproof certification. Ideal for medical equipment, industrial control panels, and low-light applications. RoHS compliant.
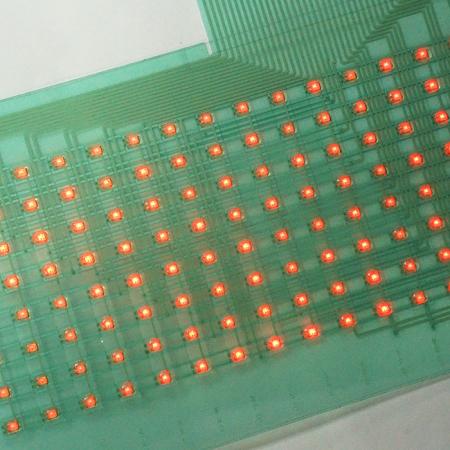
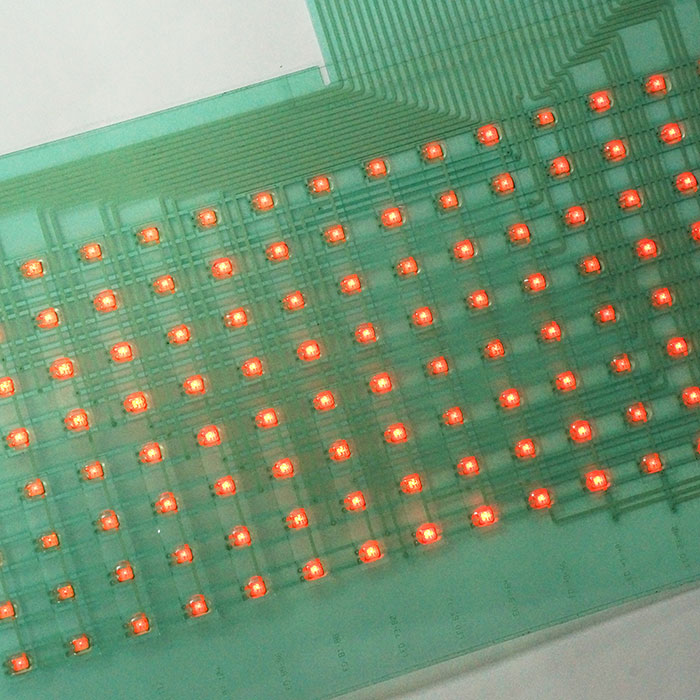
insulation circuit assembled with LED
Membrane Switch 0116
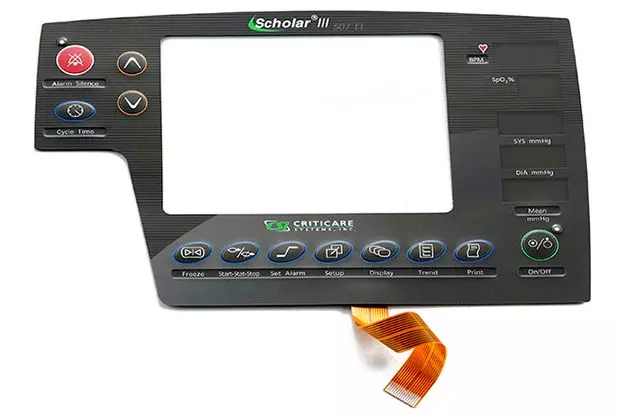
Medical Keyboards Metal dome switch, Embossing switch, Membrane panel
LED backlighting enhances the visibility of buttons in low-light or dark environments, making them easier to operate. It is especially suitable for devices that need to be used in dim lighting conditions, such as medical equipment and industrial control panels. The LED lights can serve as status indicators for the button's functions, showing whether the button has been activated or if an operation was successful.
LEDs have the advantages of high brightness and low energy consumption, with long lifespans and low power usage, making them ideal for devices that require long-term operation, effectively reducing energy consumption. LEDs can also be designed with different colors and brightness levels according to needs, supporting customization and making the membrane button's appearance more attractive while better aligning with the overall product design.
Membrane buttons typically have water and dust resistance, and the use of LEDs does not affect these features. Moreover, LEDs themselves offer good resistance to vibration and impact, making them suitable for use in harsh environments. Even when integrated with membrane buttons, LEDs allow the buttons to maintain their slim structure without adding significant weight, making them ideal for portable or space-limited devices.
*Tail Mylar with silver print by Mylar material or can change to FPC by Copper material
*Pitch 2.54mm or 1.27mm female Connector
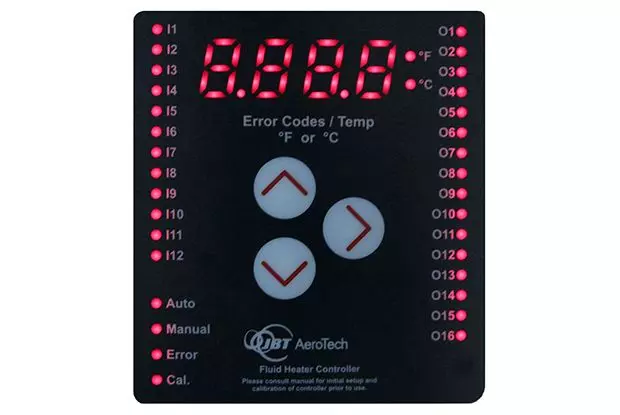
*Useful for controller equipment (Indicated the advertisement LOGO)
*Rear Adhesive use 3M type or pressure sensitive
Features
- With ISO 9001:2015 certificated.
- RoHS compliant.
- Strict assembly, reliability and functional tests to ensure the total and effective quality control
Applications
- Water proof machine
- Electronic sacle
- Scientific devices
- Blenders
- Consumer
- Related Products

Seven segment dispaly Membrane Switch
Membrane Switch 0117
LEDs have high brightness and can provide clear displays in various lighting conditions, ensuring...
Details
Copper circuit with PI Membrane Switch
Membrane Switch 0107
Due to the simple design and lack of moving components, membrane switches are more durable...
Details
{kind=link}
How can you enhance operator safety and reduce errors in medical device control interfaces during extended low-light procedures?
Yi Yi (SYN)'s LED-integrated membrane switches provide critical visibility enhancement for medical equipment interfaces, with customizable LED indicators that clearly display operational status and button activation states. The waterproof and dustproof certification ensures sterile environment compatibility, while the slim design maintains ergonomic device profiles. Contact our medical equipment specialists to discuss how LED backlighting can improve your device's usability and compliance standards.
Our LED-integrated membrane switches undergo rigorous assembly, reliability, and functional testing protocols to guarantee total quality control and ISO 9001:2015 certification compliance. The robust construction maintains water and dust resistance properties while supporting vibration and impact resistance, making them ideal for harsh operational environments including waterproof machines, electronic scales, blenders, and consumer applications. The flexible tail design supports both Mylar with silver print or FPC copper material options, with 3M-type or pressure-sensitive rear adhesive configurations available. By partnering with Yi Yi (SYN), manufacturers gain access to 52 years of membrane switch expertise combined with advanced R&D capabilities, delivering customized LED keyboard solutions that enhance user experience while maintaining superior reliability and RoHS compliance standards.